












 บ้าน
บ้าน ผลิตภัณฑ์
ผลิตภัณฑ์







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

ข้อบกพร่องของการเคลือบยาเม็ดอาจส่งผลมากกว่าด้านรูปลักษณ์ ฟิล์มที่หยาบ โลโก้อ่านไม่ได้ ผิวแตก หรือสีไม่สม่ำเสมอ อาจบ่งชี้ถึงการยึดเกาะไม่ดี การแห้งไม่คงที่ แกนยาอ่อน หรือการพ่นที่ไม่สม่ำเสมอ ข้อบกพร่องบางอย่างเป็นเรื่องเครื่องสำอาง ขณะที่บางอย่างอาจส่งผลต่อการระบุ การจัดการ การป้องกันความชื้น หรือประสิทธิภาพที่คาดหวังของยาเม็ดที่เคลือบแล้ว
การแก้ปัญหาจะได้ผลดีที่สุดเมื่อมองข้อบกพร่องเป็นหลักฐาน ไม่ใช่เป็นการวินิจฉัย ปัญหาที่มองเห็นเหมือนกันอาจเกิดจากแกนยาเม็ด สูตรเคลือบ ระบบพ่น เงื่อนไขการแห้ง หรือการเคลื่อนไหวภายในเครื่องเคลือบยาเม็ด. การสืบสวนควรระบุข้อบกพร่อง ตรวจสอบตัวแปรที่เป็นไปได้มากที่สุด และเปลี่ยนปัจจัยสำคัญทีละตัว [1][2]

ข้อบกพร่องของการเคลือบยาเม็ดคือการเปลี่ยนแปลงที่ไม่พึงประสงค์ของฟิล์ม สี ผิว ขอบ โลโก้ หรือสภาพทางกายภาพของยาเม็ดระหว่างหรือหลังการเคลือบ อาจเกิดขึ้นระหว่างการพ่น การแห้ง การบ่ม การปล่อย หรือการตรวจสอบขั้นสุดท้าย
ข้อบกพร่องเหล่านี้ไม่จำเป็นต้องเหมือนกับข้อบกพร่องในการอัดยาเม็ด การแยกชั้น การลามิเนต ขอบอ่อน หรือความเปราะสูงอาจเริ่มเกิดขึ้นระหว่างการอัดยา การเคลือบยาเม็ดสามารถทำให้จุดอ่อนเหล่านี้มองเห็นได้ชัดขึ้นเพราะยาเม็ดต้องเผชิญกับความร้อน ความชื้น การเคลื่อนไหวซ้ำ ๆ และการสัมผัสกับยาเม็ดอื่น
ก่อนเปลี่ยนสูตรเคลือบยาเม็ดหรือการตั้งค่าเครื่อง ควรตรวจสอบแกนยาที่ไม่เคลือบจากชุดเดียวกัน ตรวจสอบความแข็ง ความเปราะ ฝุ่น ความชื้น รูปร่าง การนูน และสภาพผิว สิ่งนี้ช่วยแยกข้อบกพร่องที่เกิดขึ้นระหว่างการเคลือบจากปัญหาที่มีอยู่ก่อนแล้ว [2]
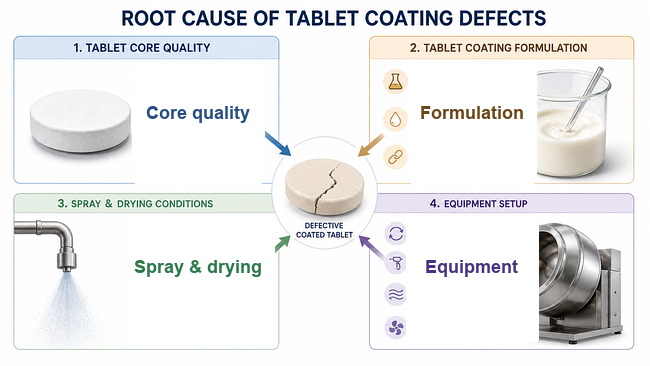
จัดปัญหาให้อยู่ในหนึ่งในสี่กลุ่ม:
1. คุณภาพแกนยาเม็ด: ความแข็ง ความเปราะ รูพรุน ความชื้น ฝุ่น รูปร่าง หรือขอบอ่อน
2. สูตรเคลือบยาเม็ด: โพลิเมอร์ พลาสติไซเซอร์ ปริมาณของแข็ง ความหนืด การกระจายสี หรือการยึดเกาะ
3. เงื่อนไขการพ่นและการแห้ง: อัตราการพ่น การทำให้เป็นละออง ระยะห่างปืน อากาศเข้าปาก การระบายอากาศ และอุณหภูมิผลิตภัณฑ์
4. การตั้งค่าอุปกรณ์: การจัดแนวปืน กั้นทาง กระทะ ความสมดุลของการไหลของอากาศ เซ็นเซอร์ และความเสถียรของการควบคุม
เพียงชื่อข้อบกพร่องไม่สามารถเปิดเผยสาเหตุรากฐานได้ การติดกันอาจเกิดจากการพ่นมากเกินไป การแห้งไม่เพียงพอ สูตรเหนียว หรืออุณหภูมิผลิตภัณฑ์ต่ำ ฟิล์มแตกอาจเกิดจากฟิล์มเปราะ แกนขยายตัว หรือความเครียดทางกล
| รูปแบบข้อบกพร่อง | ตรวจสอบแรก | สาเหตุที่เป็นไปได้ | สิ่งที่ควรหลีกเลี่ยงเป็นอันดับแรก |
|---|---|---|---|
| ยาเม็ดติดกัน | อุณหภูมิผลิตภัณฑ์และอัตราการพ่น | การพ่นชื้นเกินไปหรือการแห้งช้า | เพิ่มความร้อนทันที |
| ผิวหยาบหรือมีฝุ่น | การทำให้เป็นละอองและระยะปืน | การพ่นแห้งหรือหยดใหญ่ | เพิ่มอัตราการพ่น |
| ฟิล์มแตกหรือหลุดลอก | สภาพแกนและความยืดหยุ่นของฟิล์ม | การยึดเกาะไม่ดีหรือความเครียดมากเกินไป | เปลี่ยนความเร็วกระทะเพียงอย่างเดียว |
| สีไม่สม่ำเสมอ | รูปแบบการพ่นและการผสมยาเม็ด | การกระจายไม่ดีหรือสีเคลื่อนที่ | เติมสีเพิ่ม |
| ขอบแตกหรือสึก | ความแข็งแกนและการเคลื่อนที่ของกระทะ | แกนอ่อนหรือการสึกสูง | ลดการไหลของอากาศทั้งหมด |
บันทึกเวลาที่ข้อบกพร่องปรากฏ เปอร์เซ็นต์ที่ได้รับผล อุณหภูมิผลิตภัณฑ์ อัตราการพ่น ความเร็วกระทะ การไหลของอากาศ และสภาพของน้ำยาเคลือบยาเม็ด หากไม่มีบันทึก การปรับซ้ำอาจทำให้สาเหตุเดิมถูกปกปิด [1][2]
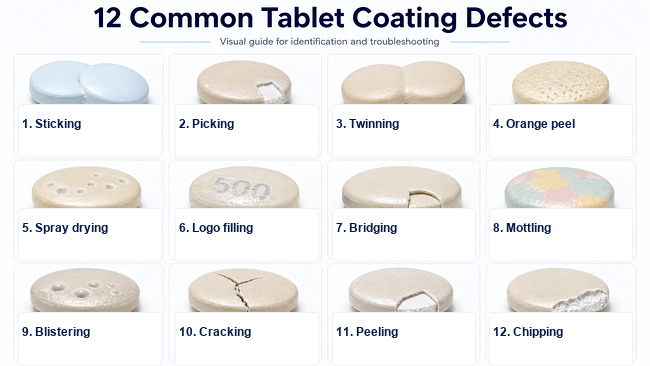
การติดกันเกิดขึ้นเมื่อยาเม็ดเกาะกันเองหรือเกาะกับกระทะเพราะฟิล์มเปียกยังเหนียวเกินไป ตรวจสอบอัตราการพ่น อุณหภูมิเตียงยาเม็ด การไหลของอากาศ การระบาย และความหนืดของน้ำยาเคลือบ การลดการพ่นอาจช่วยได้ แต่การแห้งไม่ดีหรือสูตรเหนียวอาจให้ผลเหมือนกัน
การดึงฟิล์มคือความเสียหายของฟิล์มเฉพาะที่ ยาเม็ดเปียกสัมผัสกับพื้นผิวอื่น และส่วนหนึ่งของฟิล์มเคลือบถูกดึงออกเมื่อตัวยาแยกกัน มักเกิดรอบตัวอักษร เส้นแบ่ง หรือโลโก้ ตรวจสอบการนูน ฝุ่นแกน ยาก่อนพ่น และช่วงการพ่นเริ่มต้น
การเกาะคู่หมายถึงยาเม็ดสองเม็ดติดกัน โดยปกติติดหน้ากันหรือขอบกว้าง เม็ดยาแคปซูล รูปไข่ หรือค่อนข้างนูนมีความเสี่ยงมากกว่า ตรวจสอบการพ่นชื้นเกินไป ความเร็วกระทะ การโหลดชุด การเคลื่อนไหวของยาเม็ด และการออกแบบกั้น การเพิ่มความเร็วเพียงอย่างเดียวอาจทำให้ขอบเสียหายมากขึ้น
ผิวเปลือกส้มคือฟิล์มที่หยาบและมีพื้นผิวหยาบ หยดอาจใหญ่เกินไป หนืดเกินไป พ่นไม่ดี หรือแห้งบางส่วนก่อนที่จะแพร่ ตรวจสอบความหนืด ปริมาณของแข็ง ความดันการพ่น ระยะปืน และอุณหภูมิผลิตภัณฑ์ [1]
การพ่นแห้งเกิดขึ้นเมื่อหยดน้ำเสียความชื้นมากเกินไปก่อนถึงหรือกระจายบนยาเม็ด อนุภาคแห้งทำให้เกิดฝุ่น ความหยาบ การยึดเกาะอ่อน หรือโลโก้เต็ม อุณหภูมิอากาศเข้าสูง การทำให้เป็นละอองมากเกินไป อัตราการพ่นต่ำ ระยะปืนยาว หรือการไหลของอากาศแรงอาจเป็นสาเหตุ
การเติมโลโก้เกิดขึ้นเมื่อวัสดุเคลือบยาแห้งหรือกึ่งแห้งสะสมภายในตัวอักษร เส้นแบ่ง หรือรายละเอียดนูน ตรวจสอบการพ่นแห้ง ปริมาณของแข็ง การสะสมของน้ำยาเคลือบ ความลึกของโลโก้ และการออกแบบยาเม็ด ฟิล์มหนามากเกินไปอาจทำให้เครื่องหมายอ่านยาก
การเกิดสะพานแตกต่างจากการเติมโลโก้ ฟิล์มยืดข้ามเส้นแบ่งหรือรายละเอียดนูนและสร้างสะพานบาง สาเหตุที่เป็นไปได้รวมถึงฟิล์มยืดหยุ่นไม่ดี ฟิล์มหนาเกินไป พลาสติไซเซอร์ไม่เหมาะสม การยึดเกาะอ่อน หรือรูปทรงยาเม็ดซับซ้อน [1]
การเป็นลายคือสีไม่สม่ำเสมอบนยาเม็ดเดียว ในขณะที่ความแตกต่างระหว่างยาเม็ดหมายถึงชุดมีสีไม่สม่ำเสมอ สาเหตุรวมถึงการกระจายสีไม่ดี การพ่นไม่สม่ำเสมอ การผสมอ่อน หรือการเคลื่อนที่ของสีละลายในระหว่างการแห้ง ตรวจสอบการกวนสารแขวนลอย การทำงานของปืน การทับซ้อนการพ่น การโหลดกระทะ และการเคลื่อนไหวของยาเม็ด
บลิสเตอร์เกิดขึ้นเป็นการยกตัวเฉพาะจุดหรือการเกิดฟองของฟิล์มที่แยกออกจากแกน มักเกี่ยวข้องกับการยึดเกาะที่ไม่ดี ความชื้นที่ติดอยู่ หรือการให้ความร้อนอย่างรวดเร็ว ตรวจสอบการอุ่นก่อน อุณหภูมิผลิตภัณฑ์ การทำให้แห้ง ความชื้นของแกน และการยึดเกาะของฟิล์ม
การแตกร้าวของฟิล์มเกิดขึ้นเมื่อสารเคลือบแท็บเล็ตไม่สามารถทนต่อแรงเครียดจากการอบแห้ง การจัดการ หรือการเปลี่ยนแปลงของแกน สาเหตุที่เป็นไปได้ ได้แก่ พลาสติไซเซอร์ไม่เพียงพอ พอลิเมอร์เปราะ ความหนาฟิล์มมากเกินไป การอบแห้งอย่างรวดเร็ว การขยายตัวของแกน หรือแรงกระแทก สังเกตว่ารอยแตกร้าวเกิดขึ้นทันทีหรือหลังการเก็บรักษา [1]
การลอกคือการแยกตัวของชั้นฟิล์มขนาดใหญ่จากแท็บเล็ต ฝุ่น สารหล่อลื่นบนผิวส่วนเกิน ความแข็งแรงของฟิล์มต่ำ การทำให้เป็นพลาสติไซเซอร์ไม่ดี ความร้อนสูงเกินไป หรือการสึกกร่อนของแกนสามารถมีส่วนทำให้เกิดได้ อุปกรณ์ "tablet deduster" สามารถกำจัดผงหลวมได้ แต่ไม่สามารถแก้สูตรที่ไม่เหมาะสมหรือแกนที่มีสารหล่อลื่นมากเกินไปได้ [1][2]เครื่องกำจัดฝุ่นแท็บเล็ตสามารถกำจัดผงหลวมได้ แต่ไม่สามารถแก้สูตรที่ไม่เหมาะสมหรือแกนที่มีสารหล่อลื่นมากเกินไปได้ [1][2]
ข้อบกพร่องเหล่านี้ทั้งหมดเกี่ยวข้องกับการสูญเสียเนื้อวัสดุ การบิ่นส่งผลต่อขอบ การเกิดหลุมสร้างรอยเว้าขนาดเล็ก และการสึกกร่อนของผิวสร้างบริเวณที่สึกหรอในวงกว้าง ตรวจสอบความแข็งของแกน ความเปราะ ความชื้น ความเร็วกระทะ การสัมผัสกับแผงกั้น ขนาดแบตช์ และการเปียกจากการพ่น แกนที่อ่อนอาจยังรอดจากการปล่อยออกจากเครื่องอัดแท็บเล็ตแบบโรตารี แต่ล้มเหลวภายใต้การเคลื่อนที่ซ้ำๆ ในกระทะเคลือบแท็บเล็ตเครื่องอัดแท็บเล็ตแบบโรตารีแต่ล้มเหลวภายใต้การเคลื่อนที่ซ้ำๆ ในกระทะเคลือบแท็บเล็ต
กระบวนการที่เสถียรเริ่มต้นด้วยแกนที่พร้อมสำหรับการเคลือบความแข็งของแท็บเล็ตต้องมีความแข็งแรงเพียงพอสำหรับการบรรจุ การกลิ้ง การพ่น และการปล่อย แต่ความแข็งเพียงอย่างเดียวไม่รับประกันความสำเร็จ แท็บเล็ตอาจแข็งแต่ยังมีขอบอ่อน แรงเครียดภายใน ความเปราะสูง หรือการยึดเกาะผิวไม่ดี
ความพรุนของแกนมีผลต่อการเปียก แท็บเล็ตที่มีรูพรุนสามารถดูดซับของเหลวได้อย่างรวดเร็ว ในขณะที่พื้นผิวที่หนาแน่นหรือมีสารหล่อลื่นสูงอาจต้านทานการยึดเกาะ สารหล่อลื่นที่ไม่ชอบน้ำส่วนเกินบนผิวสามารถทำให้พันธะระหว่างฟิล์มกับแกนอ่อนลง รูปร่างก็มีความสำคัญเช่นกัน: ความเว้าลึก รอยบากแคบ โลโก้ขอบคม และแท็บเล็ตทรงแคปซูลสามารถเพิ่มการจับคู่ การเชื่อมติด และการเกิดการติดกันได้ [2]
การอัดแท็บเล็ตอย่างสม่ำเสมอด้วยเครื่องอัดแท็บเล็ตแบบโรตารีช่วยควบคุมความแข็ง ความหนา และสภาพผิว ควรกำจัดฝุ่นก่อนการเคลือบแท็บเล็ต เครื่องกำจัดฝุ่นแท็บเล็ตช่วยรักษาความสะอาดของพื้นผิว แต่ไม่สามารถแทนที่การทำแกรนูลที่ถูกต้อง การอัดแท็บเล็ต หรือสูตรของแกนได้
อย่าปรับทุกพารามิเตอร์พร้อมกัน เริ่มจากตัวแปรที่ควบคุมการเปียก การระเหย และการเคลื่อนที่ของแท็บเล็ต:
1. อุณหภูมิผลิตภัณฑ์
2. อัตราการพ่น
3. ความดันการทำให้เป็นละออง
4. อากาศรูปแบบการพ่น
5. การไหลของอากาศเข้าและออก
6. ความเร็วกระทะ
7. ระยะและมุมของปืนพ่น
8. ปริมาณของแข็งและความหนืดของของเหลวเคลือบแท็บเล็ต
| พารามิเตอร์ | ต่ำเกินไป | สูงเกินไป | ข้อบกพร่องที่มักพบ |
|---|---|---|---|
| อัตราการพ่น | การสร้างชั้นช้า หรือการครอบคลุมไม่ดี | การเปียกมากเกินไป | ความขรุขระหรือการติดกัน |
| ความดันการทำให้เป็นละออง | หยดขนาดใหญ่ | การแห้งก่อนเวลา | ผิวเปลือกส้ม หรือการแห้งจากการพ่น |
| อุณหภูมิผลิตภัณฑ์ | การระเหยช้า | การกระจายตัวไม่ดี | การติดกันหรือฟิล์มขรุขระ |
| ความเร็วกระทะ | การผสมอ่อน | การสึกกร่อนสูง | ความแปรปรวนของสีหรือการบิ่น |
| การไหลของอากาศ | ความชื้นสะสม | พื้นผิวแห้งเร็วเกินไป | การติดกันหรือการแห้งจากการพ่น |
อุณหภูมิผลิตภัณฑ์อธิบายแท็บเล็ตได้โดยตรงมากกว่าอุณหภูมิขาเข้าเพียงอย่างเดียว พลวัตของการพ่นยังขึ้นอยู่กับปริมาณของแข็ง ความหนืด อากาศในการทำให้เป็นละออง อากาศรูปแบบ ระยะปืนพ่น และการไหลของอากาศในกระบวนการ การเปลี่ยนแปลงของอัตราการพ่น การไหลของอากาศ ความชื้น และสภาวะการทำให้แห้งสามารถเปลี่ยนทั้งสภาพแวดล้อมของเบดแท็บเล็ตและความเป็นไปได้ของข้อบกพร่องในการเคลือบแท็บเล็ตได้ เปลี่ยนตัวแปรหลักเพียงหนึ่งตัว รอให้กระบวนการคงที่ และบันทึกผลลัพธ์
ควรตรวจสอบเครื่องเมื่อข้อบกพร่องเกิดตามรูปแบบของปืนพ่น โซนอากาศ หรือรูปแบบการทำงานที่เกิดซ้ำ สัญญาณเตือน ได้แก่ การจ่ายของปืนพ่นไม่เท่ากัน หัวฉีดอุดตัน ความเร็วกระทะไม่เสถียร ค่าการวัดอุณหภูมิไม่แม่นยำ การควบคุมไอเสียอ่อน การซ้อนทับของสเปรย์ไม่ดี หรือแผงกั้นที่ไม่สามารถเคลื่อนย้ายแท็บเล็ตได้อย่างสม่ำเสมอ
สารแขวนลอยสำหรับการเคลือบแท็บเล็ตที่เหมาะสมยังคงทำให้เกิดการเป็นด่าง ความขรุขระ หรือการเปียกเกินไปได้ หากปืนพ่นหนึ่งตัวให้อัตราหรือมุมที่แตกต่างกัน คราบจากการทำความสะอาดอาจทำให้หัวฉีดอุดตัน ขณะที่การจัดการอากาศที่ไม่เสถียรสามารถทำให้อุณหภูมิผลิตภัณฑ์อยู่นอกช่วงที่กำหนด การบำรุงรักษาควรรวมถึงการตรวจสอบหัวฉีด การสอบเทียบเซนเซอร์ การตรวจสอบการไหลของอากาศ และการยืนยันการปิดผนึกของกระทะและการควบคุมแรงดันลบ
Rich Packing ผสานการวิจัยและพัฒนาอุปกรณ์ การผลิต และการขายไว้ในระบบการผลิตเดียว กระบวนการผลิตที่จัดการด้วยระบบ 6S รวมถึงการตรวจสอบคุณภาพครอบคลุมการจัดซื้อวัตถุดิบ การจัดการชิ้นส่วน การประกอบ และการทดสอบอุปกรณ์ขั้นสุดท้าย ช่วยรักษาความสม่ำเสมอในฟังก์ชันสำคัญของเครื่องเคลือบแท็บเล็ต เช่น ระบบขับกระทะ การจ่ายสเปรย์ การควบคุมการไหลของอากาศ และการตรวจสอบอุณหภูมิ

ควรตรวจสอบข้อบกพร่องของการเคลือบแท็บเล็ตผ่านแกน สูตรการเคลือบ สภาวะการพ่นและการทำให้แห้ง และการตั้งค่าเครื่อง ปัญหา เช่น การติดกัน การจับคู่ การเกิดผิวเปลือกส้ม การแตกร้าว การลอก และความแปรปรวนของสี อาจดูแตกต่างกัน แต่หลายกรณีสามารถมีสาเหตุร่วมกันจากความไม่สมดุลระหว่างการเปียก การระเหย การยึดเกาะ และการเคลื่อนที่ของแท็บเล็ต
การตรวจสอบอย่างเป็นระบบเริ่มจากข้อบกพร่องที่มองเห็นได้ ตรวจสอบกลุ่มสาเหตุที่เป็นไปได้มากที่สุด และปรับตัวแปรหลักทีละหนึ่ง ความเสถียรของคุณภาพแท็บเล็ตเคลือบขึ้นอยู่กับแกนที่พร้อมสำหรับการเคลือบ สูตรที่เหมาะสม พารามิเตอร์ที่ควบคุมได้ และเครื่องเคลือบแท็บเล็ตที่ให้การพ่น การไหลของอากาศ และการเคลื่อนที่ของแท็บเล็ตที่ทำซ้ำได้
ข้อบกพร่องที่พบบ่อยได้แก่ การติดกัน (sticking), การลอกผิว (picking), การเกิดเม็ดจับคู่ (twinning), ผิวเปลือกส้ม (orange peel), การแห้งจากการพ่น (spray drying), การเติมโลโก้ (logo filling), การเกิดสะพาน (bridging), ลายด่าง (mottling), การพองเป็นตุ่ม (blistering), การแตกร้าว (cracking), การลอก (peeling) และการสึกกร่อนของขอบหรือพื้นผิว (edge or surface erosion)
สาเหตุที่พบบ่อย ได้แก่ อัตราการพ่นมากเกินไป อุณหภูมิผลิตภัณฑ์ต่ำ การไหลเวียนอากาศไม่เพียงพอ การระบายอากาศไม่ดี หรือสูตรตำรับที่ยังเหนียวอยู่นานเกินไป
ผิวเปลือกส้มมักเกิดจากการกระจายตัวของหยดที่ไม่ดี ความหนืดสูง การทำให้เป็นละอองไม่ดี หยดขนาดใหญ่ ระยะปืนพ่นไกลเกินไป หรือการแห้งที่ผิวอย่างรวดเร็ว ซึ่งสามารถทำให้เกิดพื้นผิวที่ขรุขระได้
ตรวจสอบรูปทรงของยาเม็ด การเปียกเกินไป ความเร็วของกระทะ ปริมาณการบรรจุแบตช์ และการออกแบบแผ่นกั้น ยาเม็ดทรงรีหรือแคปซูลอาจต้องใช้รูปแบบการเคลื่อนไหวที่ช่วยแยกพื้นผิวเรียบออกจากกันได้มีประสิทธิภาพมากขึ้น
การติดกัน (sticking) หมายถึงยาเม็ดติดกันเองหรือยึดติดกับอุปกรณ์ ส่วนการลอกผิว (picking) เกิดขึ้นเมื่อยาเม็ดแยกออกจากกันและดึงเอาชั้นเคลือบที่ยังเปียกหรือพื้นผิวของยาเม็ดบางส่วนออกไปด้วย
ได้ ยาเม็ดที่อ่อน แตกง่าย หรือมีความเครียดภายใน สามารถเกิดการบิ่น การสึกกร่อน การแตกร้าว หรือการลอกได้ ควรพิจารณาความแข็งร่วมกับความเปราะ ความแข็งของขอบ ความชื้น และความสม่ำเสมอในการอัดเม็ด
เริ่มจากอุณหภูมิผลิตภัณฑ์ อัตราการพ่น การทำให้เป็นละออง การไหลเวียนอากาศ ความเร็วกระทะ และตำแหน่งปืนพ่น เปลี่ยนทีละตัวแปรหลักและบันทึกผลลัพธ์
ไม่ สามารถช่วยปรับปรุงการควบคุมการพ่น การไหลเวียนอากาศ การผสม และความทำซ้ำได้ แต่ข้อบกพร่องอาจมีสาเหตุจากการออกแบบแกนยา สูตรตำรับ ความชื้น ระดับสารหล่อลื่น หรือคุณสมบัติของของเหลวเคลือบยาเม็ด
1. Zaid, A. N. et al. บทปริทัศน์อย่างครอบคลุมเกี่ยวกับการเคลือบฟิล์มยาเม็ดทางเภสัชกรรม. National Library of Medicine — PMC แหล่งข้อมูลเปิดhttps://pmc.ncbi.nlm.nih.gov/articles/PMC7605601/
2. Porter, S. C. วิธีป้องกันปัญหาการเคลือบยาเม็ด. Pharmaceutical Technology อ่านบทความ แหล่งข้อมูลเปิดhttps://www.pharmtech.com/view/how-prevent-tablet-coating-problems

ส่งอีเมล : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 รองรับเครือข่าย IPv6
รองรับเครือข่าย IPv6