
เวลาเปลี่ยนรุ่นในบรรจุภัณฑ์ยาของอุตสาหกรรมเภสัชกรรมคือช่วงเวลาระหว่างแพ็กสุดท้ายที่ยอมรับได้ของชุดการผลิตหนึ่ง กับแพ็กที่ยอมรับได้ที่มีความเสถียรชุดแรกของการผลิตชุดถัดไป ซึ่งอาจเกี่ยวข้องกับผลิตภัณฑ์ใหม่ ขนาดขวด รูปแบบแผงพุพอง ขนาดกล่อง ฉลาก ใบแทรก รหัสแบทช์ หรือการตั้งค่าการตรวจสอบ สำหรับโรงงานที่ผลิต SKU จำนวนมาก เวลาหยุดนี้อาจทำให้สูญเสียชั่วโมงการผลิตที่มีอยู่ไปอย่างเงียบ ๆ ทุกสัปดาห์
การเปลี่ยนรุ่นของสายการบรรจุไม่ใช่แค่การเปลี่ยนแม่พิมพ์หรือการปรับรางนำเท่านั้น โดยทั่วไปจะรวมถึงการเคลียร์ไลน์ การทำความสะอาด การเปลี่ยนชิ้นส่วนตามรูปแบบ การตั้งค่าเรซิพี การตรวจสอบโค้ด การปรับระบบตรวจสอบ การทดลองเดินเครื่อง และการยืนยันแพ็กแรกที่ยอมรับได้ กระบวนการเปลี่ยนรุ่นส่วนใหญ่แบ่งออกเป็นสี่ขั้นตอน ได้แก่ การหยุดการผลิตเดิม การเคลียร์และทำความสะอาดไลน์ การตั้งค่ารูปแบบใหม่ และการเริ่มเดินเครื่องใหม่จนกว่าจะได้ผลผลิตที่เสถียร
ความท้าทายยิ่งสูงขึ้นในบรรจุภัณฑ์ยาของอุตสาหกรรมเภสัชกรรม เนื่องจากความเร็วไม่สามารถแลกกับเอกลักษณ์ของผลิตภัณฑ์หรือการควบคุมคุณภาพได้ การเปลี่ยนรุ่นที่เร็วขึ้นยังคงต้องมีชิ้นส่วนสัมผัสที่สะอาด ฉลากที่ถูกต้อง รหัสแบทช์และวันหมดอายุที่ถูกต้อง ระบบนับหรือปิดผนึกที่เชื่อถือได้ และระบบตรวจสอบที่สอดคล้องกับรูปแบบใหม่
 เครื่องอัดเม็ดยา การเปลี่ยนแม่พิมพ์แบบรวดเร็ว
เครื่องอัดเม็ดยา การเปลี่ยนแม่พิมพ์แบบรวดเร็ว
โดยทั่วไปในการผลิต เวลาเปลี่ยนรุ่นมักวัดจากชิ้นงานที่ดีชิ้นสุดท้ายของการผลิตเดิม ไปจนถึงชิ้นงานที่ดีชิ้นแรกของการผลิตถัดไป ในบรรจุภัณฑ์ยา แพ็กที่ดีชุดถัดไปจะต้องประกอบด้วยผลิตภัณฑ์ที่ถูกต้อง จำนวนที่ถูกต้อง บรรจุภัณฑ์ ฉลาก รหัสแบทช์ วันหมดอายุ และผลการตรวจสอบที่ถูกต้องด้วย
สายการบรรจุขวดเม็ดยาอาจเปลี่ยนจากขวดกลมขนาด 60 เม็ด เป็นขวดสี่เหลี่ยมขนาด 120 เม็ด เครื่องนับอิเล็กทรอนิกส์ รางนำขวด หัวจ่าย การปิดฝา เครื่องซีลแบบเหนี่ยวนำ เครื่องติดฉลาก เครื่องตรวจสอบน้ำหนัก และเวลาการคัดทิ้งอาจต้องปรับทั้งหมด สายการผลิตแบบแผงพุพองอาจเปลี่ยนรูปแบบโพรง ความลึกการขึ้นรูป อุณหภูมิการซีล ตำแหน่งการพิมพ์ และรูปแบบการตัด สายการบรรจุกล่องอาจเปลี่ยนขนาดกล่อง การพับใบแทรก ตำแหน่งตัวดัน รางนำผลิตภัณฑ์ และตำแหน่งรหัสแบทช์
นี่คือเหตุผลที่เวลาเปลี่ยนรุ่นไม่เหมือนกับเวลาในการปรับเชิงกลเพียงอย่างเดียว แม่พิมพ์อาจถูกเปลี่ยนได้อย่างรวดเร็ว แต่เวลาเปลี่ยนรุ่นทั้งชุดจากแบทช์หนึ่งไปอีกแบทช์อาจยังใช้เวลานาน หากการเคลียร์ไลน์ การควบคุมวัสดุพิมพ์ และการตรวจสอบการเริ่มเดินเครื่องไม่ได้ถูกจัดการอย่างเป็นระบบ
การเปลี่ยนรุ่นในบรรจุภัณฑ์ยามักใช้เวลานานกว่าบรรจุภัณฑ์ทั่วไป เนื่องจากไลน์ต้องควบคุมเอกลักษณ์ของผลิตภัณฑ์ วัสดุพิมพ์ ความสะอาด และการตั้งค่าระบบตรวจสอบไปพร้อมกัน
ความคล้ายกันของผลิตภัณฑ์เป็นปัญหาที่พบบ่อย ยาเม็ดสองชุดอาจมีลักษณะเหมือนกันมาก แต่มีความแรง จำนวนเม็ด ฉลาก หรือภาษาส่งออกต่างกัน ผลิตภัณฑ์แคปซูลสองชนิดอาจมีเปลือกคล้ายกัน แต่ต้องใช้รหัสแบทช์หรือแบบกล่องต่างกัน ทีมผลิตไม่สามารถมองว่าเป็นเพียงการเปลี่ยนบรรจุภัณฑ์ธรรมดาได้ เพราะความผิดพลาดอาจส่งผลต่อการปล่อยแบทช์
วัสดุพิมพ์เพิ่มความเสี่ยงอีกชั้นหนึ่ง ฉลาก กล่อง ใบแทรก หมายเลขแบทช์ วันหมดอายุ บาร์โค้ด และข้อมูลซีเรียลไลเซชันอาจเปลี่ยนระหว่างแบทช์ แม้รูปแบบเชิงกลจะเหมือนเดิมเกือบทั้งหมด ทีมบรรจุภัณฑ์ยังต้องยืนยันว่าชิ้นส่วนพิมพ์เก่าถูกนำออก และชิ้นส่วนใหม่ตรงตามใบสั่งงาน
การทำความสะอาดก็ส่งผลต่อเวลาหยุดเดินเครื่อง ฝุ่นเม็ดยา ผงแคปซูล เม็ดแกรนูล เศษชิ้นส่วน และเศษฉลากเล็ก ๆ อาจตกค้างในฮอปเปอร์ รางไหล รางนำ ล้อสตาร์ โซนซีล แมกกาซีนกล่อง และถังคัดทิ้ง หากชิ้นส่วนสัมผัสถอดยากหรือมีมุมอับ การเปลี่ยนรุ่นจะช้าลงและทำซ้ำได้ยากขึ้น
โรงงานจำนวนมากบันทึกเพียงเวลาหยุดรวม เพื่อให้ลดเวลาเปลี่ยนรุ่น ทีมงานควรแยกช่วงหยุดออกเป็นกิจกรรมย่อย และระบุว่าแต่ละส่วนทำให้เกิดความล่าช้าอย่างไร
|
พื้นที่การเปลี่ยนรุ่น |
การสูญเสียเวลาทั่วไป |
จุดควบคุมเชิงปฏิบัติ |
|
การเคลียร์ไลน์ |
ฉลาก กล่อง ใบแทรก ขวด ฝา หรือวัสดุพิมพ์เก่าอาจยังคงอยู่ใกล้ไลน์ |
ใช้ระบบการไหลของวัสดุที่ชัดเจน ถังที่มีการทำเครื่องหมาย ขั้นตอนการเคลียร์ที่เป็นลายลักษณ์อักษร และจุดตรวจสอบที่มองเห็นได้ |
|
การทำความสะอาด |
ฝุ่นหรือคราบตกค้างยังอยู่ในฮอปเปอร์ รางไหล รางนำ พื้นที่ถ่ายโอน หรือโซนซีล |
ใช้ชิ้นส่วนสัมผัสแบบไม่ต้องใช้เครื่องมือ เข้าถึงเครื่องได้ง่าย มุมอับน้อยลง และเครื่องมือทำความสะอาดที่เตรียมไว้ล่วงหน้า |
|
การเปลี่ยนชิ้นส่วนตามรูปแบบ |
แม่พิมพ์ ราง ล้อสตาร์ รางนำ รางไหล ชิ้นส่วนกล่อง หรือขายึดโค้ดใช้เวลาเปลี่ยนนานเกินไป |
ใช้ชิ้นส่วนแบบล็อกเร็ว ร่องกำหนดตำแหน่ง ชิ้นส่วนแบบโมดูลาร์ และชุดรูปแบบที่มีการติดฉลาก |
|
การตั้งค่าเรซิพี |
ความเร็ว จำนวน เวลาในการคัดทิ้ง ข้อมูลโค้ด และการตั้งค่าการตรวจสอบถูกป้อนด้วยมือ |
จัดเก็บเรซิพีตาม SKU และควบคุมสิทธิ์การเข้าถึงพารามิเตอร์ผ่าน HMI |
|
การยืนยันการเริ่มเดินเครื่องใหม่ |
แพ็กแรกไม่เสถียรหรือถูกคัดทิ้งหลังเริ่มเดินเครื่องใหม่ |
ยืนยันแพ็กแรกที่ยอมรับได้ผ่านการตรวจสอบจำนวน การซีล โค้ด ฉลาก น้ำหนัก และการคัดทิ้ง |
การแยกย่อยนี้ช่วยป้องกันไม่ให้ทีมโทษเฉพาะเครื่องจักรหลักเพียงอย่างเดียว ไลน์อาจสูญเสียเวลามากจากการเคลียร์ไลน์ การตั้งค่าโค้ด หรือการตรวจสอบการเริ่มเดินเครื่องซ้ำ มากกว่าการเปลี่ยนแม่พิมพ์จริง
 ภาพแยกส่วนของการสูญเสียเวลาในการเปลี่ยนรุ่นของสายการบรรจุ
ภาพแยกส่วนของการสูญเสียเวลาในการเปลี่ยนรุ่นของสายการบรรจุ
Single-Minute Exchange of Die หรือที่เรียกสั้น ๆ ว่า SMED มีประโยชน์ต่อทีมบรรจุภัณฑ์ เนื่องจากแยกงานเปลี่ยนรุ่นออกเป็นงานที่ต้องทำระหว่างหยุดเครื่อง และงานที่สามารถเตรียมไว้ล่วงหน้าก่อนเครื่องหยุด
งานภายนอกควรถูกเตรียมไว้ในขณะที่แบทช์ปัจจุบันยังเดินเครื่องอยู่ ชิ้นส่วนรูปแบบใหม่ กล่อง ฉลาก ใบแทรก ข้อมูลโค้ด เครื่องมือทำความสะอาด ขวดตัวอย่าง และรายการตรวจสอบการตรวจสอบควรถูกจัดเตรียมล่วงหน้า ผู้ปฏิบัติงานไม่ควรเสียเวลาในช่วงหยุดเครื่องไปกับการค้นหารางนำ ตรวจสอบอาร์ตเวิร์ก หรือหาเครื่องมือทำความสะอาด
งานภายในควรถูกทำให้ง่ายขึ้น หากแม่พิมพ์แผงพุพองต้องปรับแนวด้วยมือซ้ำ ๆ ไลน์จะหยุดนานขึ้น หากการเปลี่ยนขนาดกล่องต้องใช้ชิ้นส่วนหลวมหลายชิ้นและต้องปรับเครื่องมือมาก การเริ่มเดินเครื่องใหม่จะคาดการณ์ได้ยากขึ้น การออกแบบแบบกำหนดตำแหน่งเร็ว ชิ้นส่วนที่มีน้อยลง สลักที่มีป้ายกำกับ และชุดประกอบแบบโมดูลาร์ช่วยลดจำนวนการตัดสินใจของผู้ปฏิบัติงานระหว่างหยุดเครื่อง
SMED ไม่ควรถูกใช้เพื่อข้ามขั้นตอนการควบคุมที่จำเป็น ในบรรจุภัณฑ์ยา เป้าหมายไม่ใช่การตัดการเคลียร์ไลน์ การทำความสะอาด หรือการตรวจสอบออก แต่เป็นการทำให้ขั้นตอนเหล่านั้นง่ายขึ้น เร็วขึ้น และสม่ำเสมอมากขึ้น
การเปลี่ยนรุ่นที่รวดเร็วไม่ใช่แค่การเปลี่ยนชิ้นส่วนอย่างเร็วเท่านั้น ทีมการผลิตยังต้องมีการเข้าถึงเพื่อทำความสะอาดที่ชัดเจน การกำหนดตำแหน่งรูปแบบที่ทำซ้ำได้ การบันทึกการตั้งค่าเครื่อง และการได้ผลผลิตที่เสถียรหลังเริ่มเดินเครื่องใหม่
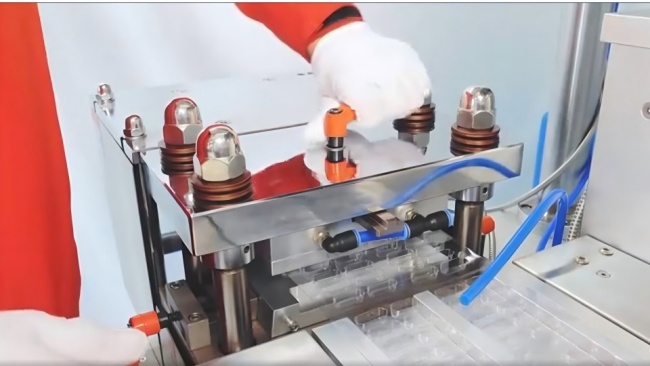
บน เครื่องบรรจุแคปซูลชนิดแข็งการเปลี่ยนรุ่นมักเกี่ยวข้องกับชิ้นส่วนขนาดแคปซูล องค์ประกอบการจ่าย วงจรการบรรจุ แม่พิมพ์ และการทำความสะอาดชิ้นส่วนที่สัมผัสผลิตภัณฑ์ การออกแบบแท่งบรรจุแบบเปลี่ยนเร็วสามารถลดเวลาเปลี่ยนแม่พิมพ์เหลือประมาณ 15 นาที เมื่อเตรียมชิ้นส่วนพร้อมและผู้ปฏิบัติงานทำตามขั้นตอนที่ถูกต้อง
 การออกแบบแบบโมดูลาร์ของแท่งบรรจุสำหรับเครื่องบรรจุแคปซูล
การออกแบบแบบโมดูลาร์ของแท่งบรรจุสำหรับเครื่องบรรจุแคปซูล
บน เครื่องบรรจุแผงพุพองสำหรับยาเม็ดและแคปซูลเวลามักสูญเสียไปกับการเปลี่ยนแม่พิมพ์ขึ้นรูป การจัดแนวแผ่นซีล การตั้งค่ารางนำ การกำหนดตำแหน่งการพิมพ์แบทช์ และการปรับสถานีตัด การออกแบบแม่พิมพ์แบบโมดูลาร์ในลิ้นชักช่วยให้ผู้ปฏิบัติงานสามารถดึงออกและเชื่อมต่อชุดแม่พิมพ์ผ่านร่องกำหนดตำแหน่ง ด้วยการติดตั้งแบบดึงออกเชื่อมต่อเร็วและรางนำอะลูมิเนียมอัลลอยแบบบูรณาการ การติดตั้งแม่พิมพ์ทั้งหมดสามารถทำได้ภายในประมาณ 10 นาทีภายใต้เงื่อนไขที่เตรียมไว้
บน เครื่องบรรจุกล่องยาการเปลี่ยนรูปแบบอาจเกี่ยวข้องกับขนาดกล่อง รางนำผลิตภัณฑ์ การจัดการใบแทรก ตำแหน่งตัวดัน และตำแหน่งโค้ด สำหรับขนาดผลิตภัณฑ์ที่เข้ากันได้ การออกแบบการปรับที่ใช้งานได้จริงอาจต้องเปลี่ยนเพียง 3–5 ชิ้นส่วนรูปแบบ ในขณะที่ตำแหน่งอื่นถูกปรับผ่านจุดปรับเชิงกลที่เข้าถึงได้
ตัวอย่างเหล่านี้แสดงให้เห็นว่าประสิทธิภาพของการเปลี่ยนรุ่นขึ้นอยู่กับรายละเอียด การเข้าถึงแบบไม่ใช้เครื่องมือ ชิ้นส่วนรูปแบบแบบโมดูลาร์ ร่องกำหนดตำแหน่ง การเก็บเรซิพี พื้นที่ทำความสะอาดแบบเปิด และจุดปรับที่ชัดเจน มักสำคัญกว่าความเร็วที่ระบุในสเปกสูงสุด Rich Packing ซึ่งมีประสบการณ์ด้านอุปกรณ์บรรจุภัณฑ์ 29 ปีและมีการสนับสนุนการติดตั้งในต่างประเทศ ออกแบบรายละเอียดการเปลี่ยนรุ่นโดยอิงจากความต้องการการผลิตจริง ไม่ใช่แค่สเปกในแคตตาล็อก
เครื่องจักรบรรจุภัณฑ์ที่แตกต่างกันสร้างปัญหาการเปลี่ยนรุ่นที่แตกต่างกัน การตรวจสอบที่มีประโยชน์ควรพิจารณาทั้งไลน์ ไม่ใช่เฉพาะเครื่องเดียว
สำหรับ สายการนับและบรรจุขวดสำหรับยาเม็ดหรือแคปซูลการเปลี่ยนรุ่นไม่ได้จำกัดอยู่แค่เครื่องนับอิเล็กทรอนิกส์ รางนำขวด หัวจ่าย การเว้นระยะสายพาน การจัดการฝา การตั้งค่าการซีลแบบเหนี่ยวนำ ตำแหน่งฉลาก และเวลาในการคัดทิ้งต้องสอดคล้องกับรูปแบบขวดใหม่ หากไลน์ใช้เครื่องนับแบบวิชวลหรือเครื่องนับด้วยระบบวิชั่น CCD การตั้งค่าภาพ ค่าในการนับ การคัดทิ้งชิ้นแตก และจังหวะของขวดก็ควรถูกบันทึกและเรียกใช้อย่างถูกต้อง
สำหรับเครื่องบรรจุแผงพุพองยา การเปลี่ยนรูปแบบเชื่อมโยงกับการออกแบบโพรง วัสดุการขึ้นรูป อุณหภูมิการซีล การลงทะเบียนงานพิมพ์ และรูปแบบการตัด ทีมงานควรตรวจสอบว่าเครื่องขึ้นรูปและซีลแผงพุพองใช้การกำหนดตำแหน่งแม่พิมพ์ที่สามารถทำซ้ำได้หรือไม่
สำหรับเครื่องบรรจุกล่องแบบแนวนอน การออกแบบกล่องมักเป็นตัวกำหนดว่าการเริ่มเดินเครื่องใหม่จะยากแค่ไหน กล่องที่บาง ค่าความคลาดเคลื่อนของแผ่นพับที่แคบ ขวดที่มีน้ำหนักมาก ชุดบลิสเตอร์หลายแผง การใส่ใบกำกับยา และตำแหน่งการพิมพ์รหัส ล้วนสามารถทำให้ช่วงไม่กี่นาทีแรกหลังเริ่มเดินเครื่องใหม่ช้าลงได้ เครื่องบรรจุกล่องบลิสเตอร์และเครื่องบรรจุกล่องขวดอาจมีหน้าที่หลักเหมือนกัน แต่การป้อนผลิตภัณฑ์และการจัดการกล่องแตกต่างกัน
การทดสอบที่มีประโยชน์ที่สุดไม่ใช่การสาธิตที่สะอาดโดยใช้รูปแบบที่สมบูรณ์แบบเพียงแบบเดียว ทีมการผลิตควรขอดูสองรูปแบบ ขนาดขวดสองขนาด ขนาดกล่องสองขนาด รูปแบบบลิสเตอร์สองแบบ หรือขนาดแคปซูลสองขนาดหากเป็นไปได้ การทดสอบควรบันทึกเวลาตั้งแต่งานบรรจุที่ยอมรับได้ชิ้นสุดท้ายของรูปแบบแรก ไปจนถึงงานบรรจุที่เสถียรและยอมรับได้ชิ้นแรกของรูปแบบที่สอง
การทดสอบควรรวมการถอดชิ้นส่วนตามรูปแบบ การตรวจสอบการเข้าถึงเพื่อทำความสะอาด การติดตั้งชิ้นส่วนใหม่ การตั้งค่าเรซิพีใน HMI การเปลี่ยนรหัส การตั้งค่าพารามิเตอร์การตรวจสอบ การยืนยันชิ้นงานแรก และการเดินเครื่องที่เสถียรต่อเนื่องเป็นเวลาหลายนาทีหลังเริ่มเดินเครื่องใหม่
ผู้ปฏิบัติงานควรตรวจสอบด้วยว่าสามารถทำผลลัพธ์เดียวกันซ้ำได้โดยพนักงานทั่วไปหรือไม่ หากมีเพียงวิศวกรอาวุโสเท่านั้นที่สามารถทำการเปลี่ยนงานได้อย่างรวดเร็ว โรงงานอาจยังคงสูญเสียเวลาแม้หลังติดตั้งแล้ว
ก่อนอนุมัติเครื่องหรือการกำหนดค่าของไลน์ ทีมงานควรถามคำถามเชิงปฏิบัติ: ต้องเปลี่ยนชิ้นส่วนกี่ชิ้น ต้องใช้เครื่องมือพิเศษหรือไม่ ชิ้นส่วนมีการติดป้ายและจัดเก็บตามรูปแบบหรือไม่ สามารถบันทึกเรซิพีสำหรับแต่ละ SKU ได้หรือไม่ จุดทำความสะอาดมองเห็นและเข้าถึงได้หรือไม่ ระบบคัดทิ้งต้องปรับเวลาแบบแมนนวลหรือไม่ ไลน์มีการคัดทิ้งจำนวนมากหลังเริ่มเดินเครื่องใหม่หรือไม่
 การเปลี่ยนแม่พิมพ์แบบโมดูลาร์สำหรับอุปกรณ์บรรจุภัณฑ์บลิสเตอร์
การเปลี่ยนแม่พิมพ์แบบโมดูลาร์สำหรับอุปกรณ์บรรจุภัณฑ์บลิสเตอร์
เวลาเปลี่ยนงานส่งผลต่อผลผลิตเพราะทำให้เวลาการผลิตที่พร้อมใช้งานลดลง เครื่องจักรความเร็วสูงอาจยังผลิตแพ็กที่ขายได้ได้น้อยต่อกะ หากไลน์ต้องหยุดบ่อยเพื่อการทำความสะอาด การปรับรูปแบบ การเปลี่ยนรหัส การเปลี่ยนฉลาก หรือการตรวจสอบหลังเริ่มเดินเครื่องใหม่
การลดเวลาเปลี่ยนงานช่วยเพิ่มความพร้อมใช้งานของเครื่อง ลดข้อผิดพลาดในการตั้งค่า และเพิ่มความยืดหยุ่นของตารางการผลิต โดยเฉพาะอย่างยิ่งสำหรับล็อตขนาดเล็ก SKU จำนวนมาก งานส่งออกที่มีฉลากแตกต่างกัน หรือแคมเปญระยะสั้น
การเปลี่ยนงานที่เร็วขึ้นยังต้องอยู่ภายใต้การควบคุม การทำความสะอาด การเคลียร์ไลน์ การตรวจสอบฉลาก การตรวจสอบรหัส และการตั้งค่าการตรวจสอบยังคงต้องเป็นส่วนหนึ่งของกระบวนการ การปรับปรุงเกิดจากการทำให้ขั้นตอนเหล่านั้นง่ายขึ้นและทำซ้ำได้มากขึ้น ไม่ใช่การตัดออก
เวลาเปลี่ยนงานเป็นหนึ่งในความสูญเสียแฝงที่สำคัญที่สุดในกระบวนการบรรจุภัณฑ์ยา ประกอบด้วยการเคลียร์ไลน์ การทำความสะอาด การเปลี่ยนแม่พิมพ์หรือรูปแบบ การตั้งค่าเรซิพี การตรวจสอบฉลากและรหัส การปรับระบบตรวจสอบ และการเริ่มเดินเครื่องใหม่ให้เสถียร ไลน์ที่มีความเร็วตามสเปกสูงยังสามารถสูญเสียผลผลิตได้หากการเปลี่ยนแต่ละล็อตต้องใช้การปรับตั้งด้วยมือเป็นเวลานาน
วิธีที่ใช้งานได้จริงที่สุดในการลดเวลาเปลี่ยนงานคือการผสานการเตรียมงานแบบ SMED เข้ากับอุปกรณ์ที่ออกแบบมาให้เปลี่ยนรูปแบบได้อย่างทำซ้ำได้ ทีมการผลิตควรพิจารณาการเข้าถึงเพื่อทำความสะอาด แม่พิมพ์แบบโมดูลาร์ ชิ้นส่วนปรับตำแหน่งอย่างรวดเร็ว การบันทึกเรซิพี วัสดุพิมพ์ที่ควบคุมได้ และความเสถียรของงานชิ้นแรก เป้าหมายไม่ใช่แค่การเริ่มเดินเครื่องให้เร็วขึ้น แต่คือการเริ่มเดินเครื่องให้ถูกต้อง
หากโรงงานของคุณผลิต SKU หลายรายการ ขนาดขวดหลายแบบ รูปแบบบลิสเตอร์ ขนาดกล่อง หรือสเปกแคปซูลที่แตกต่างกัน โปรดแบ่งปันประเภทผลิตภัณฑ์ เป้าหมายกำลังการผลิต รูปแบบบรรจุภัณฑ์ และปัญหาความล่าช้าในการเปลี่ยนงานในปัจจุบันของคุณกับ Rich Packing การตรวจสอบเชิงปฏิบัติสามารถช่วยระบุได้ว่าเวลาหยุดเดินเครื่องมาจากจุดใด และคุณสมบัติของเครื่องจักรแบบใดที่สำคัญที่สุดก่อนเลือกสายการบรรจุใหม่
เวลาเปลี่ยนงานคือเวลาที่ต้องใช้ในการเปลี่ยนสายการบรรจุจากผลิตภัณฑ์ ชุดงาน รูปแบบ หรือสเปกบรรจุภัณฑ์หนึ่ง ไปสู่การเดินเครื่องที่เสถียรของอีกรูปแบบหนึ่ง ประกอบด้วยการทำความสะอาด การเคลียร์ไลน์ การเปลี่ยนชิ้นส่วนตามรูปแบบ การตั้งค่าเรซิพี การตรวจสอบรหัส การปรับระบบตรวจสอบ และการยืนยันการเริ่มเดินเครื่องใหม่
ผู้ผลิตสามารถลดเวลาเปลี่ยนงานได้โดยการเตรียมงานภายนอกก่อนที่ไลน์จะหยุด การใช้ชิ้นส่วนรูปแบบแบบโมดูลาร์ การบันทึกเรซิพีของเครื่องจักร การปรับปรุงการเข้าถึงเพื่อทำความสะอาด การทำให้ขั้นตอนผู้ปฏิบัติงานเป็นมาตรฐาน และการวัดเวลาตั้งแต่งานบรรจุที่ดีชิ้นสุดท้ายไปจนถึงงานบรรจุที่ดีชิ้นแรกหลังเริ่มเดินเครื่องใหม่
SMED หมายถึง Single-Minute Exchange of Die ในงานบรรจุภัณฑ์ คือวิธีการลดเวลาในการตั้งค่าและเปลี่ยนงานโดยการย้ายงานบางส่วนไปทำในช่วงที่เครื่องยังไม่หยุด การทำให้งานภายในง่ายขึ้น การทำให้เป็นมาตรฐานของเครื่องมือ และทำให้การปรับตั้งเครื่องจักรทำซ้ำได้มากขึ้น
การเปลี่ยนงานในบรรจุภัณฑ์ยามักใช้เวลานานกว่า เพราะสายการผลิตต้องป้องกันการปนเปื้อนของผลิตภัณฑ์ ต้องนำวัสดุพิมพ์เก่าออก ทำความสะอาดชิ้นส่วนที่สัมผัส ตรวจสอบฉลากและรหัสแบตช์ ปรับระบบตรวจสอบ และจัดทำเอกสารยืนยันว่าการผลิตรอบถัดไปพร้อมแล้ว
ควร FAT ควรทดสอบมากกว่าหนึ่งรูปแบบหากเป็นไปได้ การทดสอบควรบันทึกการเข้าถึงเพื่อทำความสะอาด การเปลี่ยนชิ้นส่วน การตั้งค่าเรซิพี การปรับระบบตรวจสอบ การยืนยันชิ้นงานแรก และการเดินเครื่องที่เสถียรหลังเริ่มเดินเครื่องใหม่
[1] Lean Enterprise Institute - การเปลี่ยนงาน
https://www.lean.org/lexicon-terms/changeover
[2] eCFR - 21 CFR Part 211 ส่วนย่อย G, การควบคุมการบรรจุและการติดฉลาก
https://www.ecfr.gov/current/title-21/chapter-I/subchapter-C/part-211/subpart-G

ส่งอีเมล : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 รองรับเครือข่าย IPv6
รองรับเครือข่าย IPv6 












 บ้าน
บ้าน ผลิตภัณฑ์
ผลิตภัณฑ์






