












 บ้าน
บ้าน ผลิตภัณฑ์
ผลิตภัณฑ์







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

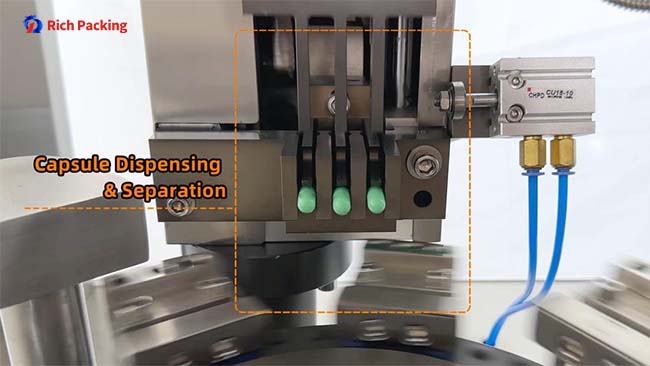
ในกระบวนการผลิตยาและผลิตภัณฑ์เสริมอาหาร การบรรจุแคปซูลต้องให้ผลลัพธ์ที่สม่ำเสมอในการให้ยาและการปิดผนึกที่มีคุณภาพเชื่อถือได้ตลอดกระบวนการผลิต ระบบอัตโนมัติเต็มรูปแบบ เครื่องบรรจุแคปซูลแข็ง บรรลุเป้าหมายนี้โดยการทำงานตามลำดับขั้นตอนที่กำหนดไว้ ได้แก่ การจัดวางตำแหน่ง การแยกฝาครอบ/ตัวลำ การวัดปริมาณ การปิด และการปล่อย โดยประสานการทำงานด้วยการกำหนดเวลาและตรรกะการควบคุมของป้อมปืน
คู่มือนี้อธิบายหลักการทำงานของเครื่องบรรจุแคปซูลในระดับสถานี เพื่อให้คุณเห็นว่าแต่ละโมดูลควบคุมอะไร สภาวะใดที่ทำให้รอบการทำงานไม่เสถียร และการตรวจสอบใด (แนวโน้มน้ำหนัก ความสม่ำเสมอในการปิดผนึก รูปแบบการปฏิเสธ) ที่แสดงว่าการทำงานเป็นไปตามที่ควบคุมได้

รอบการทำงานแบบอัตโนมัติเต็มรูปแบบจะทำซ้ำขั้นตอนเดิมในลำดับเดิม:
1. ปรับทิศทาง (จัดวาง) แคปซูล
2. แยกฝาและตัวเครื่องออกจากกัน
3. วัดและถ่ายโอนยาตามขนาดที่กำหนด
4. ปิดและล็อค
5. ปล่อยทิ้งและปฏิเสธ
“ประสิทธิภาพที่เสถียร” ควรหมายความว่ารอบการทำงานของสถานีจะคงที่ตลอดเวลา ไม่ใช่เพียงแค่เครื่องจักรทำความเร็วได้ตามที่ระบุไว้เท่านั้น
ระบบแบบใช้มือเหมาะสำหรับการทดลองและการผลิตในปริมาณน้อย การควบคุมส่วนใหญ่ขึ้นอยู่กับผู้ปฏิบัติงาน เครื่องจักรแบบกึ่งอัตโนมัติจะทำให้กระบวนการบางส่วนเป็นไปโดยอัตโนมัติ แต่ยังคงมีการขัดจังหวะและเปรียบเทียบได้น้อยกว่าการควบคุมแบบต่อเนื่อง บทความนี้ตั้งสมมติฐานว่า เครื่องบรรจุแคปซูลอัตโนมัติเต็มรูปแบบ : ระบบการทำงานแบบป้อมปืน, วงจรการทำงานต่อเนื่อง, การตรวจจับแบบบูรณาการ และตรรกะการปฏิเสธ
● การแก้ไข: จัดเรียงแคปซูลให้เข้าที่อย่างถูกต้อง
● การแยกฝาครอบ/ตัวเรือน: การแยกโดยใช้จังหวะสุญญากาศ/อากาศ ร่วมกับการควบคุมทางกลไก
● แผ่นตวง + แท่งอัด: ช่วยให้ได้ปริมาณที่แน่นและสม่ำเสมอ ก่อนการถ่ายโอน
● เครื่องจ่ายยา: ใช้ท่อ/หัวฉีดในการดูดและจ่ายผงยาตามปริมาณที่กำหนด
● ความสมบูรณ์ของการล็อก: ความสม่ำเสมอของการประกบกันระหว่างฝาและตัวล็อกหลังจากปิดสนิท
● IPC: การตรวจสอบระหว่างกระบวนการผลิต (น้ำหนัก การปิดผนึก ของเสีย) ในระหว่างการผลิต
เครื่องบรรจุแคปซูลอัตโนมัติเต็มรูปแบบทำงานพร้อมกันสองกระบวนการ ได้แก่ กระบวนการไหลผ่านของแคปซูลและกระบวนการไหลผ่านของผง (บรรจุ) เมื่อผลลัพธ์คลาดเคลื่อน สาเหตุหลักมักเกิดจากจังหวะการแยก การวัดปริมาณที่เสถียร หรือการจัดแนวการปิด ซึ่งมักเกิดจากสภาพของแคปซูลหรือพฤติกรรมของผง

ป้อน/ปรับแก้ → แยก → ปิด → ปล่อย/ปฏิเสธ
● การปรับปรุงคุณภาพมีผลต่อความสม่ำเสมอในการนำเปลือกหุ้มเข้าสู่กระบวนการแยกและการจ่ายยา
● การแยกชิ้นส่วนอาศัยการรองรับทางกลไก บวกกับจังหวะเวลาของสุญญากาศ/อากาศ รอยแตกบางส่วนและความเครียดของเปลือกมักจะปรากฏขึ้นอีกครั้งในภายหลังในรูปของข้อบกพร่องในการปิดตัว
● การปิดฝาให้สนิทขึ้นอยู่กับการจัดวางและความสะอาด ผงแป้งที่ติดอยู่บริเวณรอยต่อระหว่างฝาและตัวฝาเป็นสาเหตุทั่วไปที่ทำให้การปิดไม่สนิทและเกิดการรั่วซึม
● อัตราการทิ้ง/ปล่อยน้ำเสียควรแสดงรูปแบบที่คงที่เมื่อเวลาผ่านไป อัตราการทิ้งน้ำเสียที่เพิ่มสูงขึ้นมักบ่งชี้ถึงการสะสมตัวหรือการไหลย้อนของน้ำเสียจากต้นน้ำ
เงื่อนไข → มิเตอร์ → การโอน
ผงสามารถจับตัวเป็นก้อน กระจายตัวในอากาศ แยกตัวเป็นอนุภาคเล็กๆ สะสมไฟฟ้าสถิต และเปลี่ยนแปลงความหนาแน่นตามความชื้นได้ เครื่องจ่ายยาจะแปลงพฤติกรรมเหล่านั้นให้เป็นการจ่ายยาที่สม่ำเสมอโดยใช้สถาปัตยกรรมสองแบบที่พบได้ทั่วไป:
● แผ่นตวงยา + เข็มอัดยา : อัดผงยาให้เป็นก้อน (หรือ "แท่ง") ที่สามารถทำซ้ำได้ภายในรูจ่ายยา จากนั้นจึงถ่ายเทยาในปริมาณที่กำหนดไว้
● เครื่องจ่ายยา : จับและส่งผงยาผ่านท่อ/หัวฉีดจ่ายยา
1. ช่วงเวลาการแยกตัว : ระดับสุญญากาศ, จังหวะการไหลของอากาศ, การจัดแนวเชิงกล
2. ความเสถียรในการวัด : ความสม่ำเสมอของผงยา, ความลึกในการอัดหรือการตั้งค่าตัวจ่ายยา, ช่วงความเร็วในการทำงาน
3. การจัดแนว/แรงปิด : แนวทาง, ความสะอาด, สภาพของเปลือก, รูปทรงการปิด
รูปแบบการจัดวางอาจแตกต่างกันไปตามผู้ผลิต แต่ลำดับการทำงานจะสม่ำเสมอ ในแต่ละสถานี ให้เน้นที่คำถามสามข้อต่อไปนี้: สถานีนี้พยายามทำอะไร ตัวแปรใดบ้างที่ควบคุมสถานีนี้ และความล้มเหลวมีลักษณะอย่างไร
ปัจจัยควบคุม: อัตราการไหลของวัสดุในถังป้อน, รูปทรงของตัวนำทาง, ความสม่ำเสมอของขนาดแคปซูล, ความสะอาด
อาการทั่วไป: การป้อนวัสดุผิดพลาด, เสียงดังผิดปกติ, การติดขัดเป็นช่วงๆ
ตรวจสอบเบื้องต้น: การไหลสม่ำเสมอ (ไม่มีการพุ่งกระฉูด); ตรวจสอบตัวนำว่ามีการสึกหรอหรือมีผงสะสมหรือไม่
การควบคุม: ระดับสุญญากาศ, จังหวะการไหลของอากาศ, ความลึกในการแยก, ความเร็วของป้อมปืน, สภาพของกระสุน
อาการทั่วไป: การแยกตัวบางส่วน เปลือกแตก ฝาครอบไม่เปิดออกจนหมด
การตรวจสอบอย่างรวดเร็ว: ตรวจสอบการแยกชิ้นส่วนที่สะอาดหมดจดที่ความเร็วต่ำ จากนั้นค่อยๆ เพิ่มความเร็วขึ้นพร้อมกับสังเกตความเสียหายของเปลือกและชิ้นส่วนที่ถูกปฏิเสธ
การควบคุม
: การจัดแนวเชิงกล, ความเสถียรในการยึดจับ, การควบคุมสารตกค้าง
อาการทั่วไป
: การยกตัว/การสั่นไหวของร่างกาย, การขึ้นลงที่ไม่สม่ำเสมอ, การพองตัวของแป้ง
ตรวจสอบอย่างรวดเร็ว
ตรวจสอบให้แน่ใจว่าตัวอุปกรณ์ยึดติดแน่นและไม่ขยับเขยื้อนขณะเกิดการสั่นสะเทือน
การควบคุม: ความสูงของชั้นผง, ความลึกของการอัด, ความสะอาดของใบมีดขูด/ถ่ายโอน, ความเร็วของหัวหมุน
อาการทั่วไป: น้ำหนักไม่คงที่, กระดูกไม่เต็ม, ช่องว่างระหว่างกระดูก, การสะสมของกระดูกทีละน้อย
ตรวจสอบอย่างรวดเร็ว: ทำให้ชั้นผงดินปืนคงที่ก่อน จากนั้นปรับความลึกของการอัด แล้วตรวจสอบความถูกต้องที่ความเร็วเป้าหมาย
การควบคุม: ความลึกในการเติม, เวลา, การปรับสภาพผง, ความสะอาดของหัวฉีด
อาการทั่วไป: ประจุไม่สม่ำเสมอ, คราบ/การสะสมตัว
การตรวจสอบอย่างรวดเร็ว: ชั่งน้ำหนักในช่วงเวลาสั้นๆ ตรวจสอบพื้นผิวการถ่ายโอนเพื่อหาคราบตกค้างในระยะเริ่มต้น
การควบคุม: การจัดแนวตัวนำ, แรงปิด, ความสะอาดของสถานี, การปรับสภาพเปลือกหุ้ม
อาการทั่วไป: ปิดไม่สนิท, ล็อกหลวม, เสียรูปทรง, รั่วซึมหลังปิดสนิท
การตรวจสอบอย่างรวดเร็ว: ตรวจสอบการปิดเป็นระยะ หากพบข้อบกพร่องเพิ่มขึ้น ให้ตรวจสอบการแยกส่วนและการปนเปื้อนที่ส่วนต่อประสานอีกครั้ง

การควบคุม: เกณฑ์การปฏิเสธ, ความเสถียรของเซ็นเซอร์, การจัดการการปล่อยประจุ
อาการทั่วไป: การปฏิเสธที่ไม่ถูกต้อง, ข้อบกพร่องที่ตรวจไม่พบ, รอยขีดข่วนขณะนำออกจากห้องปฏิบัติการ, อัตราการปฏิเสธที่เพิ่มขึ้นเรื่อยๆ เมื่อเวลาผ่านไป
ตรวจสอบอย่างรวดเร็ว: วิเคราะห์แนวโน้มรูปแบบการปฏิเสธ; ยืนยันว่าการจัดการการปล่อยแคปซูลไม่ทำให้แคปซูลที่ดีเสียหาย
|
สถานี |
หน้าที่หลัก |
ตัวแปรสำคัญ |
อาการทั่วไป |
การตรวจสอบอย่างรวดเร็ว |
|
การให้อาหาร/การแก้ไข |
จัดวางแคปซูลให้เข้ากับป้อมปืน |
ความเสถียรของการไหล การสึกหรอของตัวนำ ความสะอาด |
การป้อนกระดาษผิดพลาด, การขูดขีด, การติดขัด |
สังเกตการไหลที่สม่ำเสมอ ตรวจสอบตัวนำทาง |
|
การแยกจากกัน |
ฝาและตัวแยกออกจากกัน |
จังหวะการทำงานของระบบสุญญากาศ/อากาศ ความเร็ว และการจัดแนว |
รอยแยกบางส่วน รอยร้าว |
การตรวจสอบแยกภาพด้วยสายตาที่ความเร็วต่ำ |
|
การจัดวางตำแหน่งร่างกาย |
ทำให้ร่างกายคงที่ก่อนการให้ยา |
การจัดวางตำแหน่ง เศษวัสดุ |
การยก/โยกเยก การป้อนข้อมูลที่ไม่สม่ำเสมอ |
สังเกตความสม่ำเสมอของการจัดที่นั่ง |
|
การตวงยา (แผ่นยา/การอัดยา) |
ปริมาตรที่บรรจุตามมิเตอร์ |
ความสูงของแปลง, ความลึกของการอัดดิน, ตัวขูดดิน |
น้ำหนักไม่คงที่, ปริมาณน้ำมันไม่เต็ม |
น้ำหนักแนวโน้ม; เปลี่ยนตัวแปรหนึ่งตัว |
|
การให้ยา (เครื่องจ่ายยา) |
มิเตอร์ชาร์จไฟผ่านหัวฉีด |
ความลึก จังหวะ การปรับสภาพ |
ความไม่สอดคล้องกันของค่าธรรมเนียม |
การชั่งน้ำหนักช่วงสั้นๆ + ความสะอาด |
|
การปิด |
แคปซูลล็อค |
ผู้แนะนำ, แรง, การปนเปื้อน |
ปิดไม่สนิท ล็อกหลวม |
การตรวจสอบการปิดตามช่วงเวลา |
|
ปล่อยทิ้ง/ปฏิเสธ |
กำจัดข้อบกพร่อง โอนย้ายผลิตภัณฑ์ |
เกณฑ์ การจัดการ |
การปฏิเสธที่ผิดพลาด, รอยขีดข่วน |
แนวโน้มการปฏิเสธ + การตรวจสอบการปล่อย |
การควบคุมน้ำหนักการบรรจุเป็นจุดสำคัญ เครื่องบรรจุแคปซูลแบบหมุน หลักการทำงานสามารถวัดได้: การปรับสภาพผงให้คงที่ การวัดปริมาณที่ทำซ้ำได้ และการถ่ายโอนที่สะอาด ระบบส่วนใหญ่จะวัดปริมาณ/จำนวนที่ทำซ้ำได้ น้ำหนักสุดท้ายจะเปลี่ยนแปลงไปเมื่อความหนาแน่นของวัสดุเปลี่ยนไป หรือประสิทธิภาพการถ่ายโอนเปลี่ยนไป
● ความไม่เสถียรของชั้นผง: การเติมผงไม่สม่ำเสมอ การเกิดการอุดตัน
● การเปลี่ยนแปลงความหนาแน่นโดยรวม: การเติมอากาศ/การสั่นสะเทือน/ความชื้น ส่งผลต่อลักษณะการอัดตัวของผงแป้ง
● การแยกประเภท: ส่วนผสมจะแยกออกจากกัน ทำให้เกิดความหลากหลายมากขึ้น (และเสี่ยงต่อความสม่ำเสมอของส่วนประกอบ)
● ไฟฟ้าสถิตและการยึดเกาะ: ผงยาจะเกาะติดกับพื้นผิวที่ใช้ในการตวง/ถ่ายโอน ทำให้ผงยาค่อยๆ ไหลลงมา
สำหรับการออกแบบระบบบดอัดแบบจาน/แท่ง ความสามารถในการทำซ้ำมักจะดีขึ้นเร็วที่สุดตามลำดับนี้:
1. ความสูง/ความสม่ำเสมอของชั้นผง
2. ความลึกของการอัด (ค่อยๆ ปรับทีละน้อย)
3. ความสะอาดในการถ่ายเท (อุปกรณ์ขูด/พื้นผิวสัมผัส)
4. การตรวจสอบความถูกต้องของช่วงความเร็ว (เร่งความเร็วหลังจากน้ำหนักคงที่แล้ว)
เครื่องจ่ายยาอาจทำงานได้ดีกับผงยาบางชนิดและช่วงการทำงานที่เหมาะสม แต่ก็ยังขึ้นอยู่กับสภาพของผงยาและการถ่ายโอนที่สะอาด หากพบการเบี่ยงเบน ให้ตรวจสอบพฤติกรรมของผงยาและสารตกค้างก่อน จากนั้นจึงปรับพารามิเตอร์ของเครื่องจ่ายยา
● แนวโน้มน้ำหนัก (การเปลี่ยนแปลงเทียบกับช่วงคงที่)
● ช่วงเริ่มต้นเทียบกับช่วงคงที่ (10-20 นาทีแรก)
● การตรวจสอบความสมบูรณ์ของการล็อก
● ปฏิเสธความเสถียรเมื่อเวลาผ่านไป
กำหนดช่วงเวลาการสุ่มตัวอย่าง บันทึกผลลัพธ์ และตรวจสอบการปรับแต่งได้ การกำหนดจังหวะการสุ่มตัวอย่างที่เรียบง่าย—บ่อยขึ้นในช่วงเริ่มต้น แล้วค่อยคงที่—จะช่วยป้องกัน "ปัญหาที่ไม่คาดคิด" ส่วนใหญ่ได้ในภายหลัง
ความเร็วที่สูงขึ้นจะลดเวลาในการขึ้นรูป ทำให้ความไม่เสถียรเล็กน้อยปรากฏให้เห็นได้เร็วขึ้นในรูปของผลิตภัณฑ์ที่ไม่ได้มาตรฐานและความผันแปรของน้ำหนัก ในทางปฏิบัติ การตรวจสอบคุณภาพควรเน้นที่ช่วงความเร็วที่คงที่ นั่นคือความเร็วที่สูงที่สุดที่ยังคงรักษาน้ำหนักและความสม่ำเสมอของการปิดฝาไว้ได้ตลอดเวลา
● ความสม่ำเสมอในการแยกตัวลดลง (การแตกแยกบางส่วนและความเครียดของเปลือกเพิ่มขึ้น)
● การเติมผงแป้งในชั้นรองพื้นมีความไม่แน่นอนมากขึ้น (ความผันแปรเพิ่มขึ้น)
● ขั้นตอนการปิดงานจะผ่อนปรนต่อการจัดเรียงและการปนเปื้อนมากขึ้น
หากเกิดการกระโดดของค่าการปฏิเสธเมื่อคุณเพิ่มความเร็ว ให้ลดความเร็วลงและตรวจสอบว่าโดเมนควบคุมใดทำงานผิดพลาดก่อน (การแยก การวัด หรือการปิด)
ฝุ่น/การรั่วไหลส่วนใหญ่เกิดจากการสูญเสียระหว่างการจ่ายยาและการปนเปื้อนของผงยาบริเวณรอยต่อระหว่างฝาและตัวกระบอกยา มาตรการควบคุมที่มักช่วยได้มีดังนี้:
● รักษาพื้นผิวสำหรับตวง/ถ่ายโอนให้สะอาด (หลีกเลี่ยงการสะสมของคราบสกปรก)
● ตรวจสอบความสะอาดของสถานีปิดและจัดแนวแนวทาง
● หลีกเลี่ยงการเติมมากเกินไป เพราะจะทำให้ล็อคไม่สนิท
● เพิ่มขั้นตอนการขัด/กำจัดฝุ่นแคปซูลเมื่อจำเป็นสำหรับการบรรจุภัณฑ์ขั้นต่อไปหรือเพื่อรูปลักษณ์ที่สวยงาม

เปลือกแคปซูลแข็งมีความไวต่อสภาพแวดล้อม:
● แห้งเกินไป → เปลือกเปราะแตกง่าย
●
ความชื้นสูงเกินไป → เสี่ยงต่อการเสียรูปทรง/ตัวล็อคหลวม
การปรับสภาพให้คงที่ใกล้กับแนวการล็อกมักจะช่วยเพิ่มความแข็งแรงในการล็อกได้มากกว่าการเปลี่ยนแปลงทางกลไกอย่างรุนแรง
ส่วนนี้เป็นชั้นการใช้งานจริงสำหรับผู้ใช้งานสายส่งไฟฟ้าครั้งแรก: เน้นระเบียบวินัยขั้นต่ำและการแยกปัญหาอย่างรวดเร็ว
1. การเคลียร์แนว
2. บันทึกชุดการผลิต: การตั้งค่าหลัก + ผลลัพธ์ IPC + การปรับแต่ง
3. ขั้นตอนการทำความสะอาด + รายการตรวจสอบการเปลี่ยนอุปกรณ์
4. การควบคุมการปนเปื้อนข้าม (การจัดการฝุ่น)
5. บันทึกการสอบเทียบสำหรับเครื่องมือ IPC (เครื่องชั่ง เกจวัด หากมีการอ้างอิง)
6. หลักการพื้นฐานด้านความปลอดภัย (อุปกรณ์ป้องกัน/ระบบล็อก/ปุ่มหยุดฉุกเฉิน)
7. ตัวกระตุ้นการจัดการความเบี่ยงเบนและเอกสารประกอบ
8. บันทึกการฝึกอบรมสำหรับผู้ปฏิบัติงาน/ฝ่ายบำรุงรักษา
● การทำงานที่เสถียรภายในช่วงความเร็วที่ตกลงกันไว้
● แผน IPC + หลักฐานแนวโน้มน้ำหนัก
● แนวทางการตรวจสอบการปิดงานและการจัดการข้อบกพร่อง
● ความสอดคล้องที่ปฏิเสธเมื่อเวลาผ่านไป
● การเข้าถึง/เวลาในการทำความสะอาดที่สมจริง
● รายการชิ้นส่วนสึกหรอ/อะไหล่ + ระยะเวลานำส่ง
|
อาการ |
สถานี/โมดูลที่น่าจะเป็นไปได้ |
สาเหตุหลักทั่วไป |
แก้ไขเดี๋ยวนี้ |
ป้องกันล็อตถัดไป |
|
ความผันแปรของน้ำหนักเพิ่มขึ้น |
ปริมาณยา / สภาพผง |
ความไม่เสถียรของชั้นหิน การเปลี่ยนแปลงความหนาแน่น เศษหิน |
ทำให้ฐานรองเมล็ดกาแฟคงที่; ถ่ายโอนเมล็ดกาแฟอย่างสะอาด; ปรับความลึกของการอัดเมล็ดกาแฟ |
การควบคุมความชื้น; ขั้นตอนการปรับสภาพ; การควบคุมระดับน้ำอย่างเข้มงวดในช่วงเริ่มต้น |
|
เติมไม่เต็ม/ว่างเปล่า |
การแยกหรือการโอนย้าย |
การแยกตัวบางส่วน ร่างกายไม่ได้นั่ง การเชื่อมต่อ |
ตรวจสอบการแบ่งส่วน; กำหนดเวลาที่ถูกต้อง; เคลียร์การเชื่อมต่อ |
ตรวจสอบความถูกต้องที่ความเร็วต่ำ; การตรวจสอบคุณภาพแคปซูล |
|
ปิดไม่สนิท / ล็อกหลวม |
การปิด + ต้นน้ำ |
การเยื้องศูนย์ การปนเปื้อน สภาพของเปลือกหุ้ม |
ทำความสะอาด ตรวจสอบตัวนำทาง ปรับแรงปิด |
การปรับสภาพเปลือกหอย; จังหวะการทำความสะอาด; ตรวจสอบการแก้ไข |
|
การรั่วไหลหลังจากปิด |
ความสมบูรณ์ในการปิด |
ล็อคหลวม, เติมน้ำมากเกินไป, ปนเปื้อน |
ยืนยันการล็อค; ลดปริมาณน้ำที่ล้น; ทำความสะอาด |
ปรับปรุงความสะอาดในการถ่ายโอนข้อมูล; ขัดเงา/กำจัดฝุ่นหากจำเป็น |
|
รอยแตก/การเสียรูป |
การแยก/การปิด |
จังหวะเวลาเร็วเกินไป; เปลือกเปราะ/นิ่ม |
ปรับจังหวะเวลา ตรวจสอบตัวนำทาง |
การควบคุมสิ่งแวดล้อม; การควบคุมคุณภาพขาเข้า |
|
การติดขัด / การหยุดชะงัก |
การให้อาหาร/การแก้ไข |
การป้อนผิดพลาด, ตัวนำสึกหรอ, การสะสมของสิ่งสกปรก |
ทำความสะอาด/ทำให้ใส; เปลี่ยนชิ้นส่วนที่สึกหรอ |
ตารางเวลาช่วงบ่าย; การจัดส่งแคปซูลอย่างสม่ำเสมอ |
|
อัตราการถูกปฏิเสธจะเพิ่มขึ้นเมื่อเวลาผ่านไป |
การสะสมของยา/การปิด |
เศษผงค่อยๆ กระจายตัว |
หยุดชั่วคราว/ทำความสะอาด; ตรวจสอบ IPC อีกครั้ง |
ช่วงเวลาการทำความสะอาดที่กำหนด; แนวโน้มการปฏิเสธ |
เครื่องบรรจุแคปซูลอัตโนมัติเต็มรูปแบบทำงานเป็นรอบตามเวลาที่กำหนด เมื่อควบคุมเวลาในการแยก การวัดปริมาณที่คงที่ และการจัดแนวการปิดแล้ว น้ำหนักการบรรจุและความสมบูรณ์ของการล็อคจะคาดการณ์ได้ และของเสียจะคงที่ การใช้งานในลักษณะนี้ หลักการทำงานของเครื่องบรรจุแคปซูลจึงกลายเป็นเครื่องมือที่มีประโยชน์สำหรับการประเมินอุปกรณ์ การกำหนดช่วงความเร็ว และการระบุข้อผิดพลาดได้อย่างรวดเร็ว
1. เครื่องบรรจุแคปซูลอัตโนมัติทำงานอย่างไร?
กระบวนการนี้จะทำซ้ำขั้นตอนการแก้ไข → การแยก → การวัด/การถ่ายโอน → การปิด/การล็อค → การปล่อย/การปฏิเสธ
2. แผ่นตวงยา/เข็มอัดยา กับ เครื่องตวงยา—ต่างกันอย่างไร?
เครื่องอัดผงแบบจาน/แบบกด จะวัดปริมาตรที่อัดแน่น ในขณะที่เครื่องจ่ายผงแบบหัวฉีด จะวัดปริมาณผงที่จ่ายผ่านหัวฉีด การเลือกใช้แบบใดนั้นขึ้นอยู่กับคุณสมบัติของผงและช่วงความเสถียรที่คุณต้องการ
3. เหตุใดน้ำหนักจึงเปลี่ยนแปลงไปหลังจากสตาร์ทเครื่องยนต์?
สาเหตุทั่วไป ได้แก่ การเปลี่ยนแปลงความหนาแน่นของวัสดุ และการสะสมของสารตกค้างบนพื้นผิวการจ่าย/ถ่ายโอนวัสดุ
4. เหตุใดแคปซูลจึงปิดไม่สนิท?
โดยส่วนใหญ่มักเกิดจากการจัดเรียงตัวที่ไม่ตรงกัน การปนเปื้อนที่บริเวณรอยต่อ หรือสภาพของเปลือกหุ้ม ซึ่งบางครั้งอาจสืบย้อนไปถึงการแยกตัวที่ไม่แข็งแรง
5. เครื่องจักรเครื่องเดียวสามารถผลิตทั้งผงและเม็ดได้หรือไม่?
โดยส่วนใหญ่แล้วคำตอบคือใช่ หากมีการกำหนดค่าการให้ยาที่ถูกต้องและการตรวจสอบประสิทธิภาพการถ่ายโอน/การปิด/การปฏิเสธอย่างเหมาะสม
6. ในการวิเคราะห์แบบ FAT ฉันควรให้ความสำคัญกับอะไรเป็นอันดับแรก?
หลักฐานการควบคุม: แนวโน้มน้ำหนัก การตรวจสอบการปิด การคงตัวของของเสีย และการสาธิตการทำความสะอาด/การเปลี่ยนงานที่สมจริง
7. จังหวะการประชุม IPC สำหรับการเริ่มต้นธุรกิจที่เหมาะสมควรเป็นอย่างไร?
ควรเก็บตัวอย่างบ่อยขึ้นในช่วง 10-20 นาทีแรก จากนั้นจึงปรับลดช่วงเวลาการเก็บตัวอย่างให้คงที่เมื่อน้ำหนักและปริมาณของเสียคงที่แล้ว
องค์การอาหารและยา (FDA) – การตรวจสอบความถูกต้องของกระบวนการ: หลักการและแนวปฏิบัติทั่วไป
https://www.fda.gov/regulatory-information/search-fda-guidance-documents/process-validation-general-principles-and-practices
USP – แหล่งข้อมูลการให้ความรู้เกี่ยวกับการยุบเลิก
https://www.usp.org/education/dissolution

ส่งอีเมล : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 รองรับเครือข่าย IPv6
รองรับเครือข่าย IPv6