
การผลิตแคปซูลยาต้องอาศัยความแม่นยำและความสม่ำเสมอ แม้แต่ความผิดพลาดเล็กน้อยในการกำหนดขนาดยาก็อาจนำไปสู่ผลกระทบร้ายแรงต่อผู้ป่วยได้ การทำความเข้าใจและแก้ไขปัญหาที่พบบ่อยในการผลิตแคปซูลเป็นสิ่งสำคัญสำหรับบริษัทยาที่มุ่งมั่นในคุณภาพของผลิตภัณฑ์และความปลอดภัยของผู้ป่วย ในขณะที่คุณเผชิญกับความซับซ้อนของ การผลิตแคปซูล การจดจำข้อผิดพลาดที่อาจเกิดขึ้นและการนำโซลูชันที่มีประสิทธิผลมาใช้ถือเป็นสิ่งสำคัญอย่างยิ่งสำหรับการปฏิบัติตามกฎระเบียบและความไว้วางใจของผู้บริโภค

เมื่อพูดถึงแคปซูลยา ความแม่นยำของปริมาณยาส่งผลโดยตรงต่อผลลัพธ์การรักษา ความแตกต่างเพียงเล็กน้อยเพียงไม่กี่มิลลิกรัมก็อาจสร้างความแตกต่างระหว่างการรักษาที่มีประสิทธิภาพกับอันตรายที่อาจเกิดขึ้นได้ หน่วยงานกำกับดูแลทั่วโลก รวมถึง FDA และ EMA บังคับใช้มาตรฐานที่เข้มงวดเกี่ยวกับความสม่ำเสมอของปริมาณยา โดยทั่วไปกำหนดให้ความผันแปรของปริมาณยาต้องไม่เกิน ±10% ของปริมาณที่ระบุบนฉลาก ข้อกำหนดเหล่านี้มีอยู่เนื่องจากความคลาดเคลื่อนของปริมาณยาอาจนำไปสู่ความล้มเหลวในการรักษา ผลข้างเคียง หรือแม้แต่สถานการณ์ที่คุกคามชีวิต ขึ้นอยู่กับส่วนประกอบสำคัญทางเภสัชกรรม (API)
ปัจจัยหลายประการส่งผลต่อความผันแปรของปริมาณยาในการผลิตแคปซูล การทำความเข้าใจสาเหตุหลักเหล่านี้จะช่วยในการพัฒนากลยุทธ์การป้องกันที่มีประสิทธิภาพ สาเหตุที่พบมากที่สุด ได้แก่:
ผลกระทบของข้อผิดพลาดเกี่ยวกับขนาดยาไม่ได้จำกัดอยู่แค่ความกังวลด้านคุณภาพ แต่ยังรวมถึงการพิจารณาอย่างจริงจังทางธุรกิจและจริยธรรม ข้อมูลอุตสาหกรรมล่าสุดแสดงให้เห็นว่าการเรียกคืนยาที่เกี่ยวข้องกับขนาดยาเพิ่มขึ้น 23% ระหว่างปี 2562 ถึง 2566 โดยผลิตภัณฑ์แคปซูลคิดเป็นประมาณ 18% ของการเรียกคืนทั้งหมด การเรียกคืนแต่ละครั้งทำให้บริษัทยาต้องเสียค่าใช้จ่ายโดยตรงโดยเฉลี่ย 500,000 ถึง 5 ล้านดอลลาร์สหรัฐ ซึ่งยังไม่รวมความเสียหายต่อชื่อเสียงของแบรนด์และการสูญเสียส่วนแบ่งทางการตลาด ที่สำคัญกว่านั้น ข้อผิดพลาดเหล่านี้ยังส่งผลกระทบต่อความเป็นอยู่ที่ดีของผู้ป่วย ซึ่งอาจนำไปสู่ความล้มเหลวในการรักษาหรือผลข้างเคียง
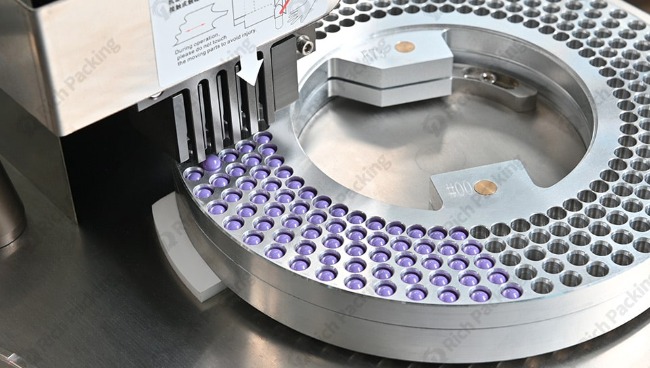
อุปกรณ์บรรจุแคปซูล โดยเฉพาะรุ่นเก่าที่มีระบบป้องกันที่ไม่เพียงพอ ก่อให้เกิดความเสี่ยงทางกลหลายประการต่อผู้ปฏิบัติงาน ชิ้นส่วนที่เคลื่อนไหว เช่น แผ่นตวงยา หมุดตอก และกลไกการลำเลียงแคปซูล อาจทำให้เกิดการบาดเจ็บจากการติดขัดได้ หากระบบอินเตอร์ล็อกนิรภัยถูกบายพาสหรือเกิดความล้มเหลว สถิติจากโรงงานผลิตระบุว่าประมาณ 15% ของการบาดเจ็บในพื้นที่การผลิตเกี่ยวข้องกับปฏิกิริยาทางกลกับอุปกรณ์ที่ไม่ได้รับการป้องกันอย่างเหมาะสม ความรุนแรงของการบาดเจ็บเหล่านี้มีตั้งแต่รอยฟกช้ำเล็กน้อยไปจนถึงการบาดเจ็บจากการถูกกดทับอย่างรุนแรงซึ่งต้องได้รับการรักษาทางการแพทย์
การปนเปื้อนข้ามระหว่างการผลิตแต่ละชุดเป็นปัญหาทั้งด้านความปลอดภัยและคุณภาพ หากไม่มีขั้นตอนการตรวจสอบความถูกต้องของการทำความสะอาดที่เหมาะสม วัสดุตกค้างจากการผลิตชุดก่อนหน้าอาจปนเปื้อนผลิตภัณฑ์ชุดถัดไปได้ ความเสี่ยงนี้ร้ายแรงเป็นพิเศษเมื่อต้องเปลี่ยนผ่านระหว่างส่วนผสมออกฤทธิ์ที่แตกต่างกัน ซึ่งอาจทำให้เกิดสารก่อภูมิแพ้หรือสารประกอบที่เข้ากันไม่ได้ ข้อมูลอุตสาหกรรมชี้ให้เห็นว่าประมาณ 8% ของการตรวจสอบคุณภาพผลิตภัณฑ์เกี่ยวข้องกับปัญหาการปนเปื้อนข้าม โดยพบว่าขั้นตอนการทำความสะอาดอุปกรณ์ที่ไม่เพียงพอเป็นสาเหตุหลัก
การจัดการผงยาระหว่างการบรรจุแคปซูลก่อให้เกิดอนุภาคในอากาศซึ่งเป็นอันตรายต่อผู้ปฏิบัติงานจากการสูดดม ส่วนประกอบยาออกฤทธิ์ที่มีฤทธิ์แรงสูงอาจก่อให้เกิดปัญหาสุขภาพจากการทำงานแม้ในระดับการสัมผัสต่ำ ระบบป้องกันฝุ่นที่เหมาะสมเป็นสิ่งจำเป็น แต่โรงงานผลิตประมาณ 12% รายงานว่ามาตรการควบคุมฝุ่นไม่เพียงพอระหว่างการตรวจสอบตามปกติ การสัมผัสในระยะยาวอาจทำให้เกิดอาการแพ้ ภาวะทางเดินหายใจ หรือผลกระทบต่อสุขภาพอื่นๆ ขึ้นอยู่กับชนิดของสารประกอบที่จัดการ
เครื่องบรรจุแคปซูลแบบกึ่งอัตโนมัติ นำเสนอวิธีการที่สมดุลระหว่างการควบคุมด้วยมือและความแม่นยำอัตโนมัติ โดยทั่วไปเครื่องจักรเหล่านี้ทำงานที่ความเร็ว 3,000-25,000 แคปซูลต่อชั่วโมง จึงเหมาะสำหรับการผลิตขนาดเล็กถึงขนาดกลาง วิธีการแบบกึ่งอัตโนมัติมีข้อดีหลายประการ:


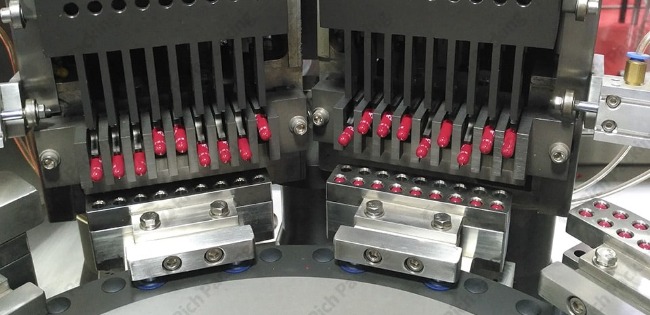
เครื่องบรรจุแคปซูลอัตโนมัติเต็มรูปแบบ แสดงให้เห็นถึงประสิทธิภาพการผลิตสูงสุดและความแม่นยำของปริมาณยา ระบบที่ทันสมัยเหล่านี้ทำงานด้วยความเร็วตั้งแต่ 30,000 ถึงมากกว่า 200,000 แคปซูลต่อชั่วโมง ระบบที่ซับซ้อนเหล่านี้ผสานรวมกลไกการควบคุมคุณภาพที่หลากหลาย:

การบริหารความเสี่ยงที่มีประสิทธิภาพเริ่มต้นด้วยการตรวจสอบกระบวนการอย่างครอบคลุม แทนที่จะพึ่งพาการทดสอบผลิตภัณฑ์ขั้นสุดท้ายเพียงอย่างเดียว กระบวนการที่ผ่านการตรวจสอบจะช่วยให้มั่นใจได้ถึงคุณภาพที่สม่ำเสมอตลอดวงจรการผลิต โดยทั่วไปแล้ว โปรโตคอลการตรวจสอบที่มีประสิทธิภาพประกอบด้วย:
การนำระบบควบคุมกระบวนการเชิงสถิติ (SPC) มาใช้ จะช่วยแจ้งเตือนล่วงหน้าเกี่ยวกับความคลาดเคลื่อนของกระบวนการก่อนที่จะเกินข้อกำหนดที่กำหนด ด้วยการตรวจสอบพารามิเตอร์สำคัญแบบเรียลไทม์ ผู้ผลิตจึงสามารถปรับเปลี่ยนได้เชิงรุกมากกว่าเชิงรับ การนำ SPC มาใช้อย่างมีประสิทธิภาพประกอบด้วย:
ปัจจัยด้านมนุษย์ยังคงมีความสำคัญอย่างยิ่งแม้ในสภาพแวดล้อมที่มีระบบอัตโนมัติสูง โปรแกรมการฝึกอบรมที่ครอบคลุมและขั้นตอนการปฏิบัติงานมาตรฐาน (SOP) อย่างละเอียด ช่วยให้มั่นใจได้ว่ากระบวนการต่างๆ จะดำเนินการได้อย่างราบรื่น:
| การเติมด้วยมือ | เครื่องจักรกึ่งอัตโนมัติ | เครื่องจักรอัตโนมัติ | |
|---|---|---|---|
| ความเร็วในการผลิต | 500-2,000 แคป/ชั่วโมง | 3,000-25,000 แคป/ชั่วโมง | 30,000-200,000+ แคป/ชั่วโมง |
| การเปลี่ยนแปลงน้ำหนัก (CV%) | 5-8% | 2-3% | <1.5% |
| ความต้องการแรงงาน |

Rich Packing Editorial Team
บรรจุภัณฑ์ที่อุดมไปด้วยเภสัชกรรม และ เครื่องจักรบรรจุภัณฑ์ ให้บริการต่างประเทศแบบ Door-to-Door, สินค้าทั้งหมดในสต็อก, รับประกัน สำหรับ 3 ปี! บำรุงรักษาฟรีสำหรับ ชีวิต เวลา!
© 2026 Guangdong Rich Packing Machinery Co., Ltd. สงวนลิขสิทธิ์.
| บล็อก
| แผนผังไซต์
| XML
| นโยบายความเป็นส่วนตัว
 รองรับเครือข่าย IPv6 รองรับเครือข่าย IPv6 |


















 บ้าน
บ้าน ผลิตภัณฑ์
ผลิตภัณฑ์






